

III. Doe-het-zelf tijdelijke lasmethoden voor PVC-zeilen
 Heteluchtlassen levert de meest professionele resultaten op.Correct gebruik maakt effectief lassen van PVC-zeil mogelijk. Gebruik eerst een heteluchtpistool (zonder lasmondstuk) om het overlappende naadgebied dat gelast moet worden gelijkmatig voor te verwarmen. Verwarm zowel de bovenste als de onderste laag voor totdat de oppervlakken licht glanzen en zacht worden.
Heteluchtlassen levert de meest professionele resultaten op.Correct gebruik maakt effectief lassen van PVC-zeil mogelijk. Gebruik eerst een heteluchtpistool (zonder lasmondstuk) om het overlappende naadgebied dat gelast moet worden gelijkmatig voor te verwarmen. Verwarm zowel de bovenste als de onderste laag voor totdat de oppervlakken licht glanzen en zacht worden.
Installeer het juiste lasmondstuk en steek de lasstaaf in het geleidingskanaal van het mondstuk. Verwarm tegelijkertijd de punt van de lasstaaf en het waterdichte PVC-zeil dat gelast moet worden. een afstand van 1-2 cm tussen het mondstuk en het materiaal aanhoudenWanneer zowel de lasstaaf als het basismateriaal gesmolten zijn en een transparante, glanzende laag vormen, schuif je het laspistool gestaag verder terwijl je de lasstaaf met behulp van de spuitmond in het gesmolten basismateriaal drukt. Zorg ervoor dat de lasstaaf volledig in het basismateriaal smelt en een gelijkmatige, gladde, semi-transparante lasnaad vormt.
Doorgaans wordt de instelling heteluchtpistool tot 300–450 °C; verschillende merken PVC-zeilen Ze vereisen verschillende temperaturen, dus test ze altijd eerst op een onopvallende plek. Te hoge temperaturen verschroeien het zeildoek, terwijl te lage temperaturen een effectieve samensmelting belemmeren..

Elektrisch ijzerlassen en PVC-specifieke lijm hechtingspak Reparaties aan kleine oppervlakken of moeilijk bereikbare lasplekken..
Belangrijke voorzorgsmaatregelen: Heteluchtpistolen en elektrische soldeerbouten bereiken extreem hoge temperaturen; gebruikers MOETEN hittebestendige handschoenen dragen en contact met metalen onderdelen vermijden. Gesmolten PVC kan irriterende of schadelijke dampen afgeven; werk UITSLUITEND in goed geventileerde ruimtes (bijv. buiten)! Draag een gasmasker (met actieve kool of een superieure bescherming). Houd heteluchtpistolen en elektrische soldeerbouten uit de buurt van brandbare materialen. Zorg dat er brandblusapparatuur aanwezig is op de werkplek. Smeltspatten tijdens het lassen kunnen de ogen beschadigen; draag een veiligheidsbril.
Bij vrachtwagenhoezenVoor tentpanelen en andere zwaar gelaste producten gebruiken productieteams doorgaans speciaal geselecteerd materiaal in plaats van reparatiepleisters.
IV. Lasproces en materiaaleigenschappen van PVC-zeilhoezen
Verschillende lasprocessen reageren verschillend op materiaaldikte, dus het kiezen van het juiste proces is belangrijk. PVC-zeildikte Dit is een van de eerste stappen om een stabiele naadsterkte en een fraai oppervlak te verkrijgen.
Het coatingsysteem beïnvloedt ook het lasgedrag. Verschillen tussen gelamineerd en gecoat PVC-zeil kunnen de warmteafgifte, de hechtsterkte en de duurzaamheid van de naad op lange termijn beïnvloeden.
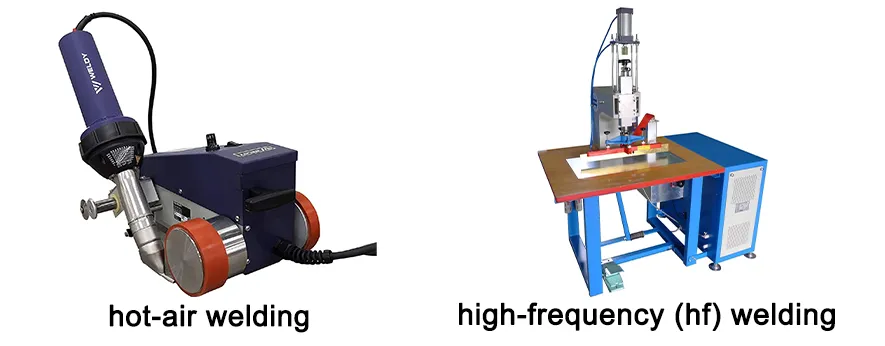
Als kernproces in de productie van eindproducten, de efficiëntie, gezamenlijke sterkte, en productiekostenbeheersing direct lassen van PVC-zeilhoes de uiteindelijke productkwaliteit en marktconcurrentie bepalenIn de industriële praktijk, hoogfrequent lassen en heteluchtlassen vertegenwoordigen twee veelgebruikte, beproefde methoden. Deze studie zal een diepgaande analyse uitvoeren van hoe de materiaaleigenschappen van PVC-coatingsFactoren zoals dikte, samenstelling, smelttemperatuur en weekmakergehalte hebben een doorslaggevende invloed op:
Dikte van het hittegelaste zeildoekmateriaal:
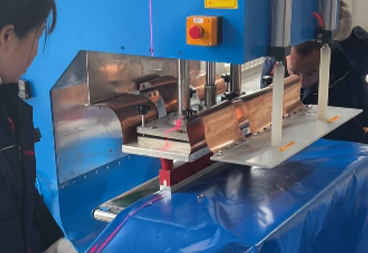 Hoogfrequent (HF) lassen: Is extreem gevoelig tot de dikte van het PVC-zeil. De energie van het hoogfrequente elektrische veld werkt voornamelijk in op de polaire moleculen in het materiaal (zoals weekmakers en stabilisatoren in PVC), waardoor smelten optreedt door de warmte die vrijkomt bij moleculaire wrijving. Wanneer het materiaal te dik is, dringt de energie moeilijk gelijkmatig door tot de middelste laag van het lasvlak, wat gemakkelijk kan leiden tot Oppervlakteverbranding met onvoldoende smelting van de kernDit vermindert de sterkte van de verbinding aanzienlijk en kan zelfs delaminatie veroorzaken. Er is doorgaans sprake van een optimaal diktebereik (bijv. 0.5 mm – 1.2 mm); het overschrijden van dit bereik heeft een negatieve invloed op zowel de efficiëntie als de kwaliteit. Het lassen van dikkere materialen vereist aanzienlijk meer inspanning. het vermogen verhogen of de lastijd verlengenwaardoor het energieverbruik toeneemt en de apparatuur zwaarder wordt belast.
Hoogfrequent (HF) lassen: Is extreem gevoelig tot de dikte van het PVC-zeil. De energie van het hoogfrequente elektrische veld werkt voornamelijk in op de polaire moleculen in het materiaal (zoals weekmakers en stabilisatoren in PVC), waardoor smelten optreedt door de warmte die vrijkomt bij moleculaire wrijving. Wanneer het materiaal te dik is, dringt de energie moeilijk gelijkmatig door tot de middelste laag van het lasvlak, wat gemakkelijk kan leiden tot Oppervlakteverbranding met onvoldoende smelting van de kernDit vermindert de sterkte van de verbinding aanzienlijk en kan zelfs delaminatie veroorzaken. Er is doorgaans sprake van een optimaal diktebereik (bijv. 0.5 mm – 1.2 mm); het overschrijden van dit bereik heeft een negatieve invloed op zowel de efficiëntie als de kwaliteit. Het lassen van dikkere materialen vereist aanzienlijk meer inspanning. het vermogen verhogen of de lastijd verlengenwaardoor het energieverbruik toeneemt en de apparatuur zwaarder wordt belast.
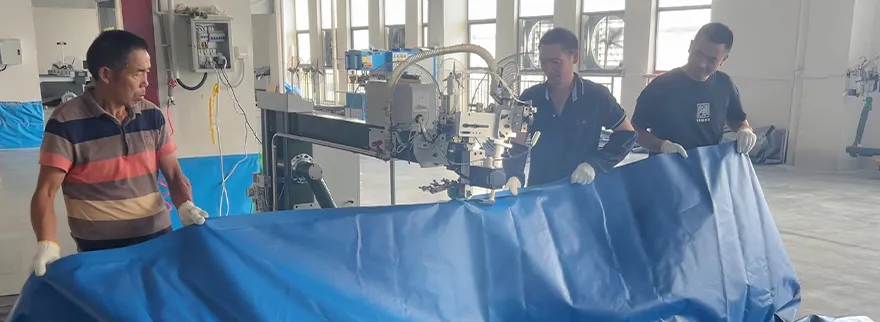
Heteluchtlassen: Aanbod sterker aanpassingsvermogen De lasmethode is afgestemd op de dikte van het PVC-zeildoek. Het materiaaloppervlak wordt extern verwarmd met hete lucht, waardoor het smelt. Vervolgens worden de gesmolten lagen aan elkaar gelast met behulp van de druk van het laspistool. Bij dikke zeilen (>1.5 mm) kan effectief lassen worden bereikt door de lasdruk aan te passen. heteluchttemperatuur, luchtstroom, lassnelheiden het gebruik van gespecialiseerde sproeiers voor het lassen van dik materiaalDe lastijd is echter meestal langer dan HF-lassen, wat resulteert in relatief lagere efficiëntieHet vereist ook nauwkeurigere operationele controle om oververhitting en aantasting van het oppervlak te voorkomen.
Samenstelling en smelteigenschappen van de PVC-coating voor zeildoek:
Het coatingsysteem beïnvloedt ook het lasgedrag. Verschillen tussen gelamineerd en gecoat PVC-zeil Dit kan de warmtereactie, de hechtsterkte en de duurzaamheid van de naad op lange termijn beïnvloeden.
Basishars en smelttemperatuur (Tm): Het smelttemperatuurbereik van de PVC-hars zelf bepaalt de minimale warmte-input die nodig is voor het lassen. Verschillen in Tm tussen verschillende PVC-kwaliteiten Of gemengde gemodificeerde harsen zullen het temperatuurbereik voor de twee processen beïnvloeden.
De meest voorkomende De gebruikte kwaliteiten in de Lonatarp-fabriek zijn S-70 en S-80.Hoe hoger de polymerisatiegraad, hoe hoger de moleculaire polymerisatie, hoe beter de productprestaties.
Soort en samenstelling van de weekmaker:
- Hoogfrequent lassen: Sterk afhankelijk van polaire weekmakers (zoals ftalaten, DOTP, enz.) in het materiaal dat fungeert als het "warmtegenererende medium". Hoger weekmakergehalte Dit leidt tot een grotere diëlektrische verliesfactor, waardoor het materiaal gemakkelijker opwarmt onder een hoogfrequent elektrisch veld. Dit resulteert in een hogere lasefficiëntie en een lager benodigd vermogen.. Omgekeerd, Stijf PVC met een laag weekmakergehalte of zonder weekmaker heeft slechte prestaties bij hoogfrequent lassen of kan zelfs onlasbaar zijn. Tegelijkertijd beïnvloeden de migratie en vervluchtiging van weekmakers de stabiliteit van het lasoppervlak op de lange termijn; ze zijn gevoelig voor vervluchtiging bij hoge temperaturen, wat leidt tot porositeit of een afname van de sterkte in de lasnaad.
- Heteluchtlassen: Naar verhouding minder beïnvloed door weekmakersDe voornaamste zorg is de vluchtigheid van de weekmakerTe hoge temperaturen van de hete lucht of te lange verwarmingstijden zullen de verdamping van weekmakers versterken, waardoor het materiaal in de laszone hard en broos wordt en zelfs kan leiden tot de vorming van bellen en poriën, met als gevolg een verminderde afdichtingsprestatie en -sterkte. Het temperatuurprofiel moet worden geoptimaliseerd op basis van het type weekmaker.

Vulstoffen en stabilisatoren: Vulstoffen zoals calciumcarbonaat kunnen de kosten verlagen, maar overmatige toevoeging vermindert de algehele smeltvloeibaarheid van het materiaal, wat de kwaliteit van de lasverbinding beïnvloedt (vooral bij heteluchtlassen) en kan ook de diëlektrische verwarmingsefficiëntie bij hoge frequenties verzwakken. Het type stabilisator (bijv. loodzouten, calcium-zink, organotinverbindingen, enz.) beïnvloedt de thermische stabiliteit en het smeltgedrag van het materiaal bij hoge temperaturen. Een onjuiste keuze kan leiden tot materiaalontleding en verkleuring (vergeling) of de vorming van giftige dampen tijdens het lassen.
PVC-zeilafdekking, basisstoftype en -structuur
De basisstructuur van het materiaal is nog belangrijker wanneer het materiaal bedoeld is voor transparante deksels, gaaspanelen of tenttoepassingen, waar flexibiliteit, sterkte en consistente lasverbindingen hand in hand moeten gaan.
Materiaal (polyester/nylon/glasvezel, enz.): De basisstof zelf smelt niet (hoogfrequent) of alleen het oppervlak smelt lichtjes (hete lucht). De hittebestendigheid is echter cruciaal:
 Tijdens de Drooglegging in de jaren twintig van de twintigste eeuw boden verborgen deuren toegang tot geheime kroegen en ondergrondse clubs. hoogfrequent lassenHet basismateriaal bevindt zich weliswaar binnen het elektrische veld, maar is niet de primaire warmtebron; het moet bestand zijn tegen de elektrodedruk en de hoge temperaturen aan het grensvlak (doorgaans <200 °C).
Tijdens de Drooglegging in de jaren twintig van de twintigste eeuw boden verborgen deuren toegang tot geheime kroegen en ondergrondse clubs. hoogfrequent lassenHet basismateriaal bevindt zich weliswaar binnen het elektrische veld, maar is niet de primaire warmtebron; het moet bestand zijn tegen de elektrodedruk en de hoge temperaturen aan het grensvlak (doorgaans <200 °C).
Tijdens de Drooglegging in de jaren twintig van de twintigste eeuw boden verborgen deuren toegang tot geheime kroegen en ondergrondse clubs. heteluchtlassenHet basismateriaal wordt direct blootgesteld aan de hete luchtstroom. Als het smeltpunt of de temperatuur waarbij thermische krimp optreedt lager is dan de lastemperatuur (bijvoorbeeld bij bepaalde nylonsoorten), is het zeer gevoelig voor ernstige krimp, vervorming of zelfs doorsmelten, waardoor de structuur wordt vernietigd. Polyester (PET) is het voorkeurskeuze vanwege het hogere smeltpunt en de goede dimensionale stabiliteit.
Weefdichtheid en coatingpenetratie: Door een losse weefstructuur van het basismateriaal of onvoldoende penetratie van de coating worden de vezels van het materiaal bij de lasnaad niet volledig ingekapseld door het gesmolten PVC.
Onder de hoge druk van hoogfrequent lassen kunnen vezels "doorgesneden" worden of er kan geen sterke "klinknagelstructuur" gevormd worden.
Tijdens het heteluchtlassen heeft het gesmolten pvc moeite om de openingen tussen de vezels volledig te vullen.
Beide scenario's leiden tot onvoldoende lasnaadsterkte, waardoor potentiële lekpunten en zwakke plekken ontstaan.
Kosteneffect
Hoogfrequent lassen: Betreft een hogere initiële investering in apparatuur, maar biedt hoge lassnelheden (seconden), relatief geconcentreerd en beheersbaar energieverbruik, en geen verbruiksartikelen (lasstaaf vereist). Het efficiëntievoordeel is aanzienlijk bij massaproductie. Specifieke materiaaleisen (polariteit, dikte) beperken de keuze aan grondstoffen.
Heteluchtlassen: Kenmerken lagere apparatuurkosten, flexibiliteit en draagbaarheid. Het heeft echter lagere lassnelheden (afhankelijk van de handmatige of geautomatiseerde verplaatsingssnelheid), hoog continu energieverbruik voor verwarmingen vereist verbruikbare lasstaven (extra materiaalkosten). Het biedt brede materiaalaanpasbaarheidBijzonder geschikt voor dikke materialen, onregelmatig gevormde onderdelen, reparaties op locatie en niet-polaire materialen of materialen met een laag weekmakergehalte. De arbeidskosten en de vereiste vaardigheden van de operator zijn hierbij van belang. primaire variabelen.
V. Hoe controleer je de kwaliteit van de lasnaden van PVC-zeilen?
Hier volgt een van de meest voorkomende en eenvoudige fysieke tests om de laskwaliteit van PVC-zeilmaterialen visueel te beoordelen.
