

III. DIY Temporary Welding Methods for PVC Tarpaulin
 Hot-air welding should deliver the most professional results; correct usage enables effective PVC tarpaulin sheet welding. First, use a hot air gun (without the welding tip) to evenly preheat the overlapping seam area requiring welding, preheating both upper and lower layers until the surfaces slightly glisten and soften.
Hot-air welding should deliver the most professional results; correct usage enables effective PVC tarpaulin sheet welding. First, use a hot air gun (without the welding tip) to evenly preheat the overlapping seam area requiring welding, preheating both upper and lower layers until the surfaces slightly glisten and soften.
Install the appropriate welding nozzle, inserting the welding rod into the nozzle’s guide channel. Simultaneously heat the tip of the welding rod and the waterproof PVC tarpaulin material to be welded, maintaining a nozzle-to-material distance of 1–2 cm. When both the rod and base material reach a molten state, becoming transparently glossy, steadily advance the welding gun while using the nozzle’s pressure to press the molten rod into the molten base material. Ensure the rod fully melts into the base material, forming a uniform, smooth, semi-transparent weld seam.
Typically set the hot air gun to 300–450°C; different PVC tarpaulin sheet brands require different temperatures, so always test on an inconspicuous area first. Excessively high temperatures scorch the tarpaulin sheet, while insufficient temperatures prevent effective fusion.

Electric iron welding and PVC-specific adhesive bonding suit small-area repairs or hard-to-weld spots.
Critical precautions: Hot air guns and electric irons reach extremely high temperatures; operators MUST wear heat-resistant gloves and avoid touching metal parts. Molten PVC may release irritating or harmful fumes; operate ONLY in well-ventilated environments (e.g., outdoors)! Wear an organic vapor mask (activated carbon or superior protection). Keep hot air guns and electric irons away from flammable materials. Prepare firefighting equipment in the work area. Molten splatter during welding may injure eyes; wear safety goggles.
For truck covers, tent panels, and other heavy-duty welded products, production teams normally use purpose-selected material instead of repair-grade patch solutions.
IV. PVC Tarpaulin Cover Welding Process and Material Properties
Different welding processes respond differently to material thickness, so selecting the correct PVC tarpaulin thickness is one of the first steps in achieving stable seam strength and surface appearance.
The coating system also affects weld behavior. Differences between laminated and coated PVC tarpaulin can change heat response, bonding consistency, and long-term seam durability.
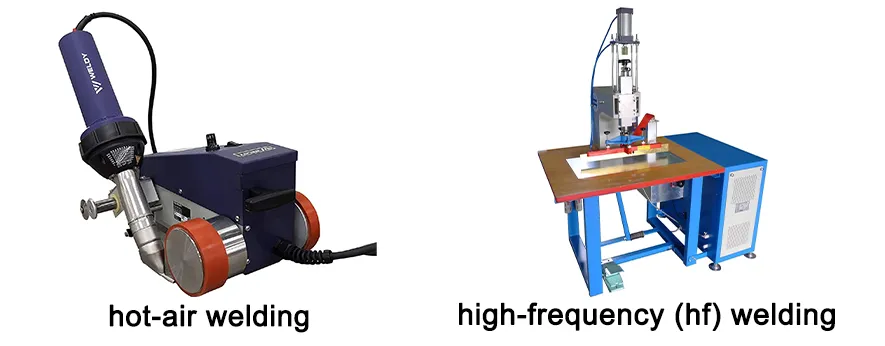
As a core process in finished product manufacturing, the efficiency, joint strength, and production cost control of PVC tarpaulin cover welding directly determine the final product quality and market competitiveness. In industrial practice, high-frequency welding and hot-air welding represent two widely adopted mature methods. This study will conduct an in-depth analysis of how the material characteristics of PVC coatings: such as thickness, composition, melting temperature, and plasticizer content—exert decisive impacts on:
Heat Welded Tarpaulin Material Thickness:
 High-Frequency (HF) Welding: Is extremely sensitive to the thickness of PVC tarpaulin cover. The energy from the high-frequency electric field primarily acts on the polar molecules within the material (such as plasticizers and stabilizers in PVC), achieving melting through molecular friction-generated heat. When the material is too thick, the energy struggles to penetrate uniformly to the center layer of the welding interface, easily leading to surface scorching with insufficient core melting. This significantly reduces joint strength and can even cause delamination. There is typically an optimal thickness range (e.g., 0.5mm – 1.2mm); exceeding this range negatively impacts both efficiency and quality. Welding thicker materials requires substantially increasing power or extending welding time, raising energy consumption and placing a greater burden on the equipment.
High-Frequency (HF) Welding: Is extremely sensitive to the thickness of PVC tarpaulin cover. The energy from the high-frequency electric field primarily acts on the polar molecules within the material (such as plasticizers and stabilizers in PVC), achieving melting through molecular friction-generated heat. When the material is too thick, the energy struggles to penetrate uniformly to the center layer of the welding interface, easily leading to surface scorching with insufficient core melting. This significantly reduces joint strength and can even cause delamination. There is typically an optimal thickness range (e.g., 0.5mm – 1.2mm); exceeding this range negatively impacts both efficiency and quality. Welding thicker materials requires substantially increasing power or extending welding time, raising energy consumption and placing a greater burden on the equipment.
Hot-Air Welding: Offers stronger adaptability to PVC canvas tarpaulin cover thickness. Hot air externally heats the material surface to cause melting, and then the molten layers are fused together using the pressure from the welding gun. For thick tarpaulins (>1.5mm), effective welding can be achieved by adjusting hot-air temperature, airflow, welding speed, and using specialized thick-material welding nozzles. However, the welding time is usually longer than HF welding, resulting in relatively lower efficiency. It also requires more precise operational control to avoid surface overheating and degradation.
Tarpaulin PVC Coating Composition and Melting Characteristics:
The coating system also affects weld behavior. Differences between laminated and coated PVC tarpaulin can change heat response, bonding consistency, and long-term seam durability.
Base Resin and Melting Temperature (Tm): The melting temperature range of the PVC resin itself determines the minimum heat input required for welding. Differences in Tm between different PVC grades or blended modified resins will affect the temperature setting window for the two processes.
The most commonly used grades in the Lonatarp factory are S-70 and S-80; the higher the degree of polymerization, the higher the molecular polymerization, the better the product performance.
Plasticizer Type and Content:
- High-Frequency Welding: Highly dependent on polar plasticizers (such as phthalates, DOTP, etc.) within the material acting as the “heat-generating medium”. Higher plasticizer content leads to a larger dielectric loss factor, making the material easier to heat under a high-frequency electric field, resulting in higher welding efficiency and lower required power. Conversely, rigid PVC with low plasticizer content or no plasticizer has poor high-frequency welding performance or may even be unweldable. Simultaneously, the migration and volatility of plasticizers affect the long-term stability of the weld interface; they are prone to volatilization at high temperatures, leading to porosity or strength degradation in the weld seam.
- Hot Air Welding: Relatively less affected by plasticizers. The primary concern is the volatility of the plasticizer: excessively high hot air temperatures or prolonged heating times will intensify plasticizer volatilization, causing the material in the weld zone to become hard and brittle, and even leading to bubble and pore formation, thereby reducing sealing performance and strength. The temperature profile needs to be optimized based on the plasticizer type.

Fillers and Stabilizers: Fillers like calcium carbonate can reduce costs, but excessive addition reduces the overall melt flowability of the material, impacting weld fusion quality (especially in hot air welding), and may also weaken dielectric heating efficiency under high frequency. The type of stabilizer (e.g., lead salts, calcium-zinc, organotin, etc.) influences the material’s thermal stability and melt behavior at high temperatures. Improper selection can lead to material decomposition and discoloration (yellowing) or the generation of toxic fumes during welding.
PVC Tarpaulin Cover Base Fabric Type and Structure
Base fabric structure matters even more when the material is intended for transparent covers, mesh panels, or tent applications, where flexibility, strength, and welding consistency must work together.
Material (Polyester/Nylon/Fiberglass, etc.): The base fabric itself does not melt (high-frequency) or only the surface melts slightly (hot air). However, its heat resistance is crucial:
 During high-frequency welding, the base fabric is within the electric field but is not the primary heat source; it must withstand electrode pressure and interfacial high temperatures (typically <200°C).
During high-frequency welding, the base fabric is within the electric field but is not the primary heat source; it must withstand electrode pressure and interfacial high temperatures (typically <200°C).
During hot air welding, the base fabric is directly exposed to the hot air stream. If its melting point or thermal shrinkage temperature is lower than the welding temperature (e.g., certain nylons), it is highly prone to severe shrinkage, deformation, or even melt-through, destroying the structure. Polyester (PET) is the preferred choice due to its higher melting point and good dimensional stability.
Woven Density and Coating Penetration: Loose weaving of the base fabric or insufficient coating penetration results in the fabric fibers at the weld interface not being fully encapsulated by the molten PVC.
Under high-frequency welding pressure, fibers may be “cut” or fail to form a strong “riveting” structure.
During hot air welding, molten PVC struggles to completely fill the gaps between fibers.
Both scenarios lead to insufficient weld seam strength, creating potential leakage points and weak spots.
Cost Impact
High-Frequency Welding: Involves a higher initial equipment investment, but offers fast welding speeds (seconds-level), relatively concentrated and controllable energy consumption, and no consumables (welding rod required). Its efficiency advantage is significant in high-volume production. Specific material requirements (polarity, thickness) limit the range of raw material options.
Hot Air Welding: Features lower equipment cost, flexibility, and portability. However, it has slower welding speeds (dependent on manual or automated traverse speed), high continuous heating energy consumption, and requires consumable welding rods (additional material cost). It offers wide material adaptability, particularly suitable for thick materials, irregularly shaped parts, on-site repairs, and non-polar or low-plasticizer materials. Labor costs and operator skill requirements are the primary variables.
V. How to Check PVC Tarpaulin Welding Quality?
Here’s one of the most common and straightforward physical tests to visually assess the welding quality of PVC tarpaulin materials.
